摘要:弘扬中华优秀传统文化,世界四大发明之一的活字印刷术制作探究。
关键词:泥活字 印刷
沈括《梦溪笔谈》记载:“板印书籍,唐人尚未盛为之。自冯瀛王始印五经,已后典籍,皆为扳本。庆历中,有布衣毕昇,又为活板。”五代时冯道,曾倡议国子监校定“九经”,组工雕印,我国官府大规模刻书自此开始。冯死后,后周世宗追封为瀛王,故称。公元1041年也就是宋代庆历年间,徽州(今安徽歙县)人毕昇,在长期从事雕版印刷的过程中发现,雕版印刷术刻版费时费工费料,大批书版存放不便,有错字不易更正。如果一版错一字,那么这版就基本不能用了。毕昇总结历代雕版印刷的丰富的实践经验,经过反复试验,在长期实践过程中发明了泥活字印刷术,从此,世界四大发明之一的活字印刷术就此诞生。活字印刷术的发明是继唐朝的雕版印刷术的基础上实行单字排版印刷,完成了印刷史上一项重大的革命,为印刷事业做出了不朽的贡献。其优点是如果排版有错字,可以及时更换即可,用过的字还可以反复排版使用。
在习近平总书记关于弘扬中华优秀传统文化重要论述思想指引下,我借鉴先辈经验,潜心研究和学习泥活字印刷,历时多年时间,经过反复的实践,基本掌握了这项伟大的印刷技术。
一、选料
沈括《梦溪笔谈》记载:“其法用胶泥刻字”,说明泥活字所用原料应该是胶泥。我生活在青藏高原,国家旅游标志铜奔马的故乡—甘肃省武威地区。这里山清水秀,物产丰富,有丰富的泥活字制作的原料——黄胶泥。我在使用的过程中发现,黄胶泥粘度适中,干透后烧制,不易开裂,是泥活字制作的首选原料。首先要将原料晒干,去除砂石等杂物,然后碾碎,用粗筛子过一遍,再用细筛子过一遍,装袋子备用。(还有另外一种颜色泛红的胶泥叫红胶泥,粘度较大,干透后性脆,烧制容易开裂,不建议采用。)
二、制泥
首先,将胶泥放入缸中,倒入清水,用木棍搅拌均匀,待胶泥自然沉淀后,逐日舀去上面的清水,等到泥料中所含水分不多的时候,将沉淀的泥料捞出来。
然后,将捞出的胶泥装入布袋挂起来,让水分从布袋中渗出,直到手捏感觉胶泥有点硬度即可。将取出的胶泥分块在坚硬平板上使劲摔打,然后用铁棍敲打,再用石锤一类的工具碾压,类似于擀面一样。这样做的次数越多,胶泥的延展性就会越好。
最后,将胶泥做成大小不等的方块,装入塑料袋,放入封闭容器中以备用。
一般情况下,做好的胶泥放入封闭容器半年以上,用起来比较好,放置的时间越久效果越好,其原因,就和和面相仿,这叫醒泥。还有一个比较重要一点,就是可以把黄胶泥里面的碱和碳酸钙充分溶解。如果黄胶泥里面的碱和碳酸钙遇水结成块,刻字的时候就会磕碰刻刀,出现断笔现象,特别是烧制的时候,成块的碱和碳酸钙受高温会膨胀,泥活字容易开裂。
三、制坯
传统泥活字制坯,是将胶泥碾压成片状,然后裁成均匀的泥丁。我在实践过程中发现,可以用自己制作的工具制坯,这样可以使得每个泥块大小均匀。我是先用较厚的雪花铁皮,根据所需泥坯大小,做成一个方框,再在里面分隔成四格,用氩弧焊焊接,里外打磨光滑即可。接下来,就要做一个能够将泥坯从方格中挤压出的工具。我是将四根五公分左右长的丝杆一头焊接一块雪花铁皮,另一头分别焊接四块和前面所做方格大小的铁皮,如下图:


泥坯制作成功,放入准备好的塑料盒内备用。当然,这只是我的泥坯工具以及泥坯制作方法,见仁见智,每个人都有自己不同的做法,此法仅供参考。
四、刻字
沈括《梦溪笔谈》记载:“薄如钱唇”。我在实践中发现,“薄如钱唇”,其实就是要将所刻字字面高度要和铜钱厚度相仿、也就是字口高2毫米左右。
刻字时,首先取出待用的泥块,在泥块上用毛笔写上反字(印刷字体一般用宋体)。写字时可以将所刻的内容打印成反字,或者在纸上写好正字,拿个小镜子,参照镜子里面的字来写(镜子里面照出来的就是反字)。泥块上写字时,要找比较平整光滑的一面书写,书写时要将字尽量布满泥坯面,这样一来所有的活字大小也就会差不多一样了。宋体字的要求是横细竖粗,但由于是胶泥,如果横画过于纤细,在使用过程中容易残损,所以刻字时,我是将横笔和竖笔的粗细刻得有点差别就可以了。
接下来就可以刻字了。由于泥块较软,工具我选用刻纸刀。我习惯左手拿泥块,右手执刀。将凉至八分干,写好字的泥块四周用刀划一圈,高度就和铜钱边廓相仿,也就是2毫米左右。周边旋刻时,一定要注意刀尖不能刻到字下面,要在字面空白下面旋刻。如下图所示:
刻字的时候尽量使刀尖和泥块平面垂直。实际使用中发现刻字的深度适度就好,太浅影响印刷效果,太深,容易破损,不耐用,如下图:


剔除多余的胶泥后,再用类似于一字改锥的工具轻轻压一下字的根部,也可以用刻刀刀背抹压,这样可以使字坚固。刻字起底子的时候,尽量将底子起平整,这样比较美观,也不易滞留墨汁。这样泥活字就刻好了。如下图:



最后将刻好的泥活字放置在阴凉处风干,以备用。
五、烧制
沈括《梦溪笔谈》记载:“火烧令坚”。就是说,要将刻好风干的泥活字用火烧,使其坚硬。烧制泥活字是一个比较重要和难掌握的技术。我是用炭火炉烧制泥活字。先将干透的泥活字放置在火炉边缘预热,一小时左右后再将泥活字移到火炉火圈盖周围,如下图:
再过两个小时左右将泥活字放置在火炉中间的火圈盖上,整个过程中,要不停地轻轻翻动泥活字,让每个面都受热,直到泥活字泥块颜色发黑,散发出泥土味就好。
然后将泥活字放入火炉腔四周均匀摆放,半小时左右盖上炉盖。如下图:
烧制两小时左右后,可以直接将泥活字放置在火炉里面炭火上,也是半小时左右后盖上炉盖。如下图:


通过炉盖小孔观察,直到泥活字通体烧透通红,就可以取出了。取出来以后,将泥活字依然放置在火炉边缘,慢慢冷却。因为刚出炉的泥活字温度较高,得慢慢降温,不然骤然降温容易开裂。烧制得时间过久或温度过高,就会出现流釉现象,泥活字就会变形,不能用了,这个得在反复的实践中掌握烧制的火候(流釉的活字印刷时就会有蜂窝状的笔画出现,这也是泥活字印刷的一个特点)。
泥活字冷却后,用毛刷刷去灰尘,用刻刀修理多余部分,然后用磨石蘸水打磨活字,使字块四周和字面尽量平整。


沈括《梦溪笔谈》记载:“每一字皆有数印,如“之”、“也”等字,每字有二十余印,以备一板内有重复者。不用则以纸贴之,每韵为一贴,木格贮之。有奇字素无备者,旋刻之,以草火烧,瞬息可成。”就是说,制作活字,常用的和出现频率多的字,要根据实际情况多刻,以备用。比方说,金刚经中“人”在一版中最多出现了十一次,“相”在一版中最多出现了二十四次,像这种情况,就要刻够所需字。做好的活字,分类放置。如果在印刷过程中,遇上生僻字或者有残损的字,就可以“旋刻之,以草火烧,瞬息可成”。
六、排版
沈括《梦溪笔谈》记载:“先设一铁板,其上以松脂、腊和纸灰之类冒之。欲印则以一铁范置铁板上,乃密布字印,满铁范为一板,持就火炀之,药稍閒,则以一平板按其面,则字平如砥。”
排版前,先在置有铁框的铁板上敷一层搀和纸灰的松脂,蜡(松脂、蜡和纸灰的比例1:10:13),加温使其融化,然后戴上隔热手套,端起铁板轻轻摇动,尽量让纸灰,松香和蜡的混合物均匀分布铁板面,待冷却后备用。如下图:

排字时按文稿的顺序挑选泥活字,自上而下、从左到右的顺序依次排在上面,中间用木隔条隔开。如果一版不够用,能排多少就排多少,剩余的再在下一版排。
然后要将排好字的字版加热,当铁范里面的纸灰,松香和蜡的混合物遇热变软后,将铁范从火上取下,以平板压平字面(玻璃不易变形,我用玻璃压字),这样就可以使排入的活字表面平整,然后让铁板自然降温。字版泥字因排在铁板上,冷却后即成为一整块字版,就可以像雕版一样印刷了。排版中,有个小技巧,如果部分活字前后左右有松动的情况,可以在活字间隙夹塞小木片或者硬纸片加以固定。排版过程中,还得适当的调整歪斜的字,所排字版字面越平整,印刷效果越好,这点很重要。
七、印刷
沈括《梦溪笔谈》记载:“若止印三二本,未为简易;若印数十百千本,则极为神速。常作二铁板,一板印刷,一板已自布字,此印者才毕,则第二板已具,更互用之,瞬息可就。”文中所言,活字印刷比较适合数量较大的书籍印刷,并且速度较快。印刷的时候,排好的一版印刷,同时准备排第二版,两版可以交替使用。


我在制作过程中,印刷就用传统方法,古人用棕刷,我喜欢用猪毛刷,墨汁就用一得阁(适当掺点水,再用墨锭研磨,可以加润墨色),纸用仿古熟宣。先用猪毛刷沾清水,在字版上来回刷几遍,等到字版泥活字吸水差不多饱和后,就可以上墨了。刷墨时要求蘸墨要少,刷墨要均匀,先整体横刷,然后整体竖刷,再顺时针旋转刷,确保每个字都上墨,如果在边角有墨迹,要及时擦去。
这时候,就可以在上面覆纸了。双手平稳拿纸,将纸平整地轻覆于字版上。先用毛刷轻轻(得轻刷,重了纸背就会破损)自中间向两边刷,待纸完全吸附在字版上,再用毛刷竖着,斜着刷,直到墨透纸背,每个字都清晰就可以了。这时,就可以将纸张从字版上揭起,将印好的纸张放阴凉处晾干即可。到此,印刷完成(一般情况下,印刷出第一版,要仔细观察,不正的字还得适当调整)有时候,活字会有笔画受损的情况,要及时修补。活字修补,也是一个细活,可以找以前破损不用的字,拆下需要的笔画,用胶水粘上去,然后仔细打磨即可。



沈括《梦溪笔谈》记载:“不以木为之者,木理有疏密,沾水则高下不平,兼与药相粘,不可取,不若燔土。”说明木活字印刷相对于泥活字来说,沾水就会变形,并且与松脂、蜡和纸灰混合物容易粘连,所以木活字不适宜印刷。活字印刷,有一个明显的特点:横不成行,竖不成列。一眼看去是整齐的,如果细看,行或者列中的字上下或者左右就会有歪斜现象,并且字的间距不均匀。泥活字印刷,字的边角部分由于磨损,一般都是趋于圆角,不会像木刻和石刻,以及金属活字那样,有棱有角。再者,笔画有弯曲变形的现象,一笔粗,一笔细,有些笔画中间还会有断连的情况,这是泥活字最显著的特点。
八、回字
沈括《梦溪笔谈》记载:“用讫再火令药閒,以手拂之,其印自落,殊不沾污。”就是说,印刷完毕后,还是放火上加温,使纸灰,松香和蜡的混合物变软,用手拂之,版内的活字就会取下来,并且不会沾染纸灰、松香和蜡的混合物。我在实际操作中发现,“以手拂之”还不能完全取出活字,得准备一把和泥活字大小相仿的灰刀和一把手术用的钳子。印刷完毕后要将排好的字版依然放火上加热,使得纸灰,松脂和蜡混合物变软,待混合物稍微凝固,用灰刀在字版里面轻撬隔条,用手术钳逐个取出泥活字(如果泥块粘连严重,还得多加纸灰)。如下图:
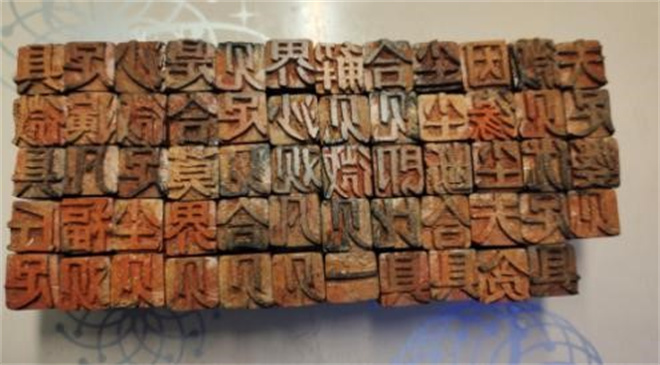
将版中取出的活字,分类放置在准备好的木格里(我用汉语拼音音序查字法排列的),以备以后重新排版印刷使用。
回字后,铁板表面凹凸不平,继续地加热,使其表面平整。由于长时间反复加热使用,里面的蜡流失较多,还得根据实际情况,适当地加入蜡。如下图:
九、修字
由于长时间反复使用泥活字,字面会有较多的墨汁和印刷粘上去的纸残留物,有时候甚至会填满字面,影响印刷,所以得清理字面残留物。清理时,将泥活字在水中浸泡,然后用针慢慢地剔挑,再用干净牙刷清理。排版,回字也会不小心磕碰活字,缺损严重的,还需要用胶水补粘打磨修复。
十、装订
我尝试了好多遍,打算做册页,总是做不好,只好送装裱店装裱。
综上所述,就是我在制作泥活字印刷的实践过程中总结出的一点经验,毫不保留的供大家参考。也希望能够给爱好泥活字印刷的同仁志士一点帮助,让我们承前启后,共同学习,一起传承发扬中华优秀传统文化。
下面是泥活字版作品部分图片,敬请赏析!





参考文献:
1.百度文库(毕昇简介以及泥活字印刷相关知识)。
2.北宋沈括《梦溪笔谈》,上海书店出版社,2003年3月版。
3.河北省佛教协会,2015版《金刚般若波罗蜜经》。
4.天台山国清寺佛经流通处94年印刷《金刚般若波罗蜜经》。
5.现代,牛达生所著《西夏活字印刷研究》,宁夏人民出版社2004版。
6.史金波《西夏文教程》,社会科学文献出版社,2013年9月第1版。
作者简介:李占龙,男,汉族,1975年9月生,甘肃天祝人,1994年7月毕业于天祝民族师范,泥活字印刷术业余爱好者。2013年开始个人泥活字印刷创作,历时十年用自制的泥活字全套技艺刻印6版不同类型的作品,其中最具代表性作品有西夏文和中文两个版本的《金刚经》和《心经》。2022年被评为天祝县非物质文化遗产泥活字传承人。